


广东凯盟钝化防锈技术有限公司
业务总机:0769-8763 3525(四线)
技术服务部:0769-8763 3321
地址:广东省东莞市松山湖国际金融创新园D区44A栋
本次给大家带来是凯盟公司不锈铁钝化防锈系列,型号为“ID4000”钝化430F轴承的实验。我们都知道轴承大多都是采用400系列也就是马氏体不锈铁制造。因为其硬度高,但是其耐腐蚀性比奥氏体不锈钢差了很多,所以就需要使用到我们的不锈铁钝化液。
钝化的原理就是跟产品产生化学反应,在表面形成一层大约0.01个微米厚度的钝化膜,来延长产品与空气反应的时间,提高耐腐蚀性能。

上图就是我们这次正在做钝化处理的轴承,本产品是属于机械的配件。所以说对盐雾要求非常严格,客户需求是48小时。我们根据以往的经验选用这款型号为ID4000的不锈铁钝化液。本品广泛适用于国标1Cr13、2Cr13、3Cr13、SUS416、430、SUS420F等材料的钝化处理,通用性强。本品采用都是无毒无害物质,废液自动生物降解。安全环保,已通过SGS认证。

原液使用,加热到42度左右,钝化完之后需要过水冲洗干净残留在工件上的钝化液,在进行下一步配位剂处理。
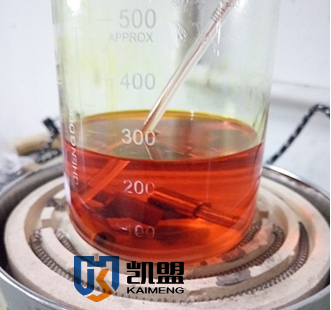
不锈铁在钝化时,需要盐雾要求比较高的时候都是在钝化完之后进行不锈铁配位剂处理的,上图就是我们在钝化完之后的配位。该工件在不锈铁配位剂中时需进行加温至60~70度,浸泡15分钟。之后再进行中和冲洗干净,在进行烘干即可完成整个钝化过程。
“不锈铁430F轴承如何增强盐雾防锈性能”的实际操作大概就是这样,有需求可联系本司,能够为客户提供多种符合脱脂清洗、化学抛光、酸洗和钝化抗变色等环节需要的产品。充分满足客户对铜材处理后的外观和抗变色能力的较高要求。并且能够很好的根据客户的特殊要求,个性化的协助开发定制专用的工艺。如有需求可与我联系。
业务联系人:黄英辉
电话:13580965912
Copyright © 2015 All rights reserved 广东凯盟钝化防锈技术有限公司
粤ICP备12076215号
![]()
地址:广东省东莞市松山湖国际金融创新园D区44A栋 电话:0769-87633321
主营:不锈铁钝化工艺,不锈铁钝化防锈,不锈铁钝化液,不锈铁配位剂,不锈铁钝化剂,不锈铁环保钝化剂
技术支持:米可网络